

- ЗАКАЗАТЬ ШПИЛЬКИ по ГОСТ 9066-75
- ПРИМЕРЫ УСЛОВНЫХ ОБОЗНАЧЕНИЙ
- ГОСТ 9066-75 Шпильки для фланцевых соединений с температурой среды от 0 град. С до 650 град.
- Применение шпилек ГОСТ 9066-75.
- Марки стали применяемые для производства шпилек ГОСТ 9066-75.
- Типы шпилек ГОСТ 9066-75 производимые заводом.
- Производство.
- Шпильки ГОСТ 9066-75
- Шпильки для фланцевых соединений ГОСТ 9066-75
- Шпилька резьбовая, типы, размеры, области применения, классы прочности и стандарты по ГОСТ, DIN, ISO
- Типы шпилек резьбовых, названия и определения
- Этимология слова
- Назначение и области применения резьбовых элементов шпилечного типа
- Классификация стандартов шпилек по различным технологическим аспектам
- DIN 975 и 976 – Deutsches Institut für Normung (Немецкий Институт Стандартизации)
- ISO – International Standard Organization
- Классы прочности шпилек резьбовых
- 2016
- 2015
- Конструкция и применение шпилек
- Шпильки фланцевые ГОСТ 9066-75
- Производим следующие шпильки ГОСТ 9066-75
- Вопросы – ответы
- Шпильки ГОСТ 9066-75 для фланцевых соединений
- Правила маркировки арматуры
- Способы маркировки арматуры
- Примеры маркировки арматуры с расшифровкой обозначений
- Что означает маркировка
- Виды маркировки
- Расшифровка маркировки арматуры
- Нормативные документы
- ГОСТ 4666-2015
- Стандарты ЦКБА
- Графические обозначения
- Способы нанесения маркировки
- Составляющие части маркировки
- Маркировка запорной арматуры
- Требования к маркировке изделий
- Какой цвет наносят и почему
ЗАКАЗАТЬ ШПИЛЬКИ по ГОСТ 9066-75
Шпильки односторонние и двусторонние для фланцевых соединений паровых и газовых турбин, паровых котлов, трубопроводов и соединительных частей, арматуры, приборов, аппаратов и резервуаров с температурой среды от 0 °С до 650 °С. В соответствии с ГОСТ 9066-75 рименяются для закрепления фланцев и других элементов трубопровода. Используются при скреплении двух фланцев с гладкими отверстиями при помощи двух или четырех гаек. Шпильки фланцевые изготавливают чаще всего из стали 3, 09Г2С и 12Х18Н10Т. Гайки применяют из той же стали, что и для шпильки. Гайки могут применяться как для фланцевых соединений (высокие) ГОСТ 9064-75, так и обычной высоты ГОСТ 5915-70.
Наша компания изготавливает шпильки типа А исполнение 1 и 2 по ГОСТ 9066-75, классом прочности 5,8 из стали марки СТ20 – сплошные с одинаковыми номинальными диаметрами резьбы и гладкой части, применяемые для фланцевых соединений трубопроводов паровых котлов, паровых и газовых турбин, арматуры, приборов и резервуаров с температурой металла свыше 300 °С.

ПРИМЕРЫ УСЛОВНЫХ ОБОЗНАЧЕНИЙ
Шпилька АМ48-6g x 200.90.09Г2С.ГОСТ 9066-75
Шпилька типа А, исполнения 1, с диаметром резьбы (d) 48 мм, с крупным шагом резьбы 5 мм, с полем допуска 6g, с длиной шпильки (L) 200 мм, с длиной гаечного резьбового конца (b) 90 из стали марки 09Г2С:
Шпилька А2М48х3-6g x 200 09Г2С ГОСТ 9066-75
Шпилька типа А, исполнения 2, с мелким шагом резьбы 3 мм, с полем допуска 6g, с длиной ввинчиваемого резьбового конца ( b1) 65 мм, с длиной шпильки (L) 200 мм, с длиной гаечного резьбового конца (b) 90 из стали марки 09Г2С:
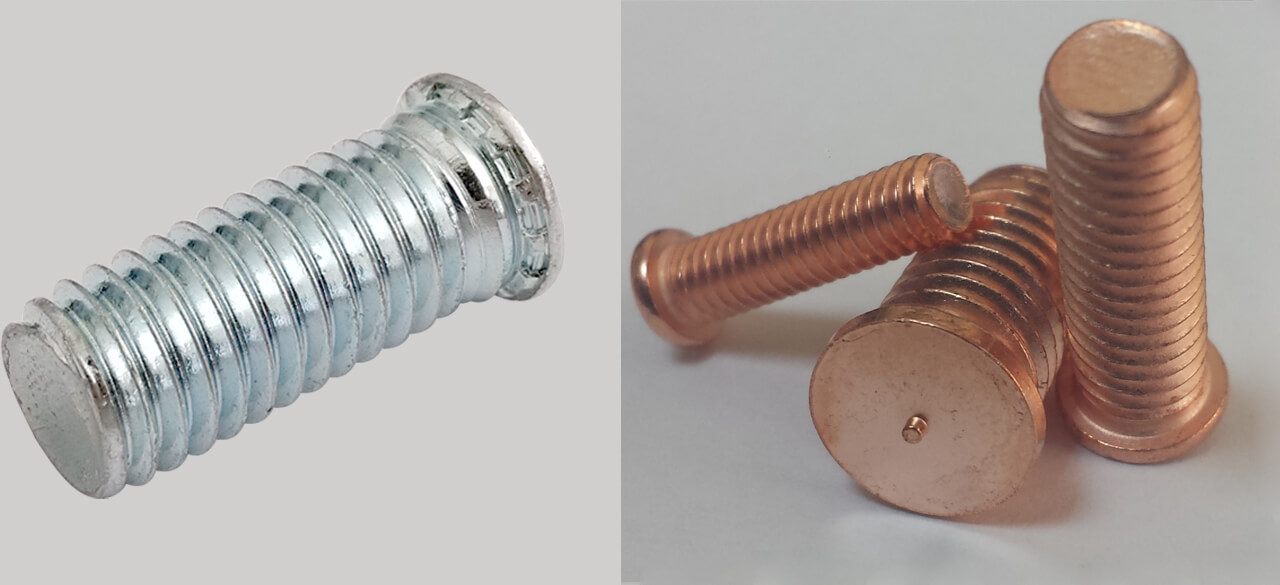
Шпилька ГОСТ 9066-75 резьбовая — основной элемент крепежа фланцевых соединений. Выполнена в виде цилиндрического стержня, на концах которого имеется резьба, на которую устанавливаются шайбы и навинчиваются гайки. Конструкция и размеры шпилек ГОСТ 9066-75 стандартизированы. Такой крепеж отличается высокими прочностными характеристиками на резьбовые соединения.
ГОСТ 9066-75 Шпильки для фланцевых соединений с температурой среды от 0 град. С до 650 град.
Настоящий стандарт распространяется на шпильки односторонние и двусторонние для фланцевых соединений паровых и газовых турбин, паровых котлов, трубопроводов и соединительных частей, арматуры, приборов, аппаратов и резервуаров с температурной среды от 0 до 650 град. С. Стандарт не распространяется на фланцевые соединения объектов с условным давлением Ру менее 4 МПа. Просмотреть текст ГОСТ 9066-75
Применение шпилек ГОСТ 9066-75.
Шпильки ГОСТ 9066-75 предназначены для соединения между собой деталей имеющих гладкие отверстия. Изготавливаются с номинальным диаметром резьбы от 10 мм до 60 мм, различных исполнений, с крупным или мелким шагом резьбы.
- ТИП А: шпилька с резьбой сплошная с одинаковыми номинальными диаметрами резьбы и гладкой части.
- ТИП Б: шпилька резьбовая сплошная с номинальными диаметрами резьбы, большими номинального диаметра гладкой части.
- ТИП В и Д: применяются редко, отличаются наличием хвостовика (тип В) и имеют продольное сквозное отверстие.
Марки стали применяемые для производства шпилек ГОСТ 9066-75.
Шпильки резьбовые, пользующиеся особой популярностью среди которых, являются шпильки ГОСТ 9066-75 изготавливаются из различных марок стали, включая инструментальные, жаропрочные с t среды от 0 до 650°С и коррозионностойкие. Нержавеющие шпильки ГОСТ 9066-75 изготавливаются из стали : 12Х18Н10Т, 30ХМА, 25Х1МФ 20х13, 14х17н2а.
Типы шпилек ГОСТ 9066-75 производимые заводом.
Различают 4 типа шпилек ГОСТ 9066-75 с разными длинами резьбы на концах и разным диаметром гладкой части.
А-шпилька сплошная с одинаковыми номинальными диаметрами резьбы и гладкой части. Шпильки ГОСТ 9066-75 типа А применяются для фланцевых соединений трубопроводов паровых котлов, паровых и газовых турбин, арматуры, приборов и резервуаров с температурой металла менее или равной 300°С;
Б-шпилька сплошная с номинальными диаметрами резьбы, большими номинального диаметра гладкой части. Шпильки ГОСТ 9066-75 типа Б применяется для фланцевых соединений турбин, трубопроводов и соединительных частей паровых котлов, паровых и газовых турбин, арматуры, приборов, аппаратов и резервуаров с температурой металла свыше 300°С;
В-шпилька с осевым отверстием по всей длине, с номинальными диаметрами резьбы, большими номинального диаметра гладкой части, и выступом четырехгранным «под ключ», затягиваемая с нагревом. Шпильки ГОСТ 9066-75 типа В применяется для разъемов корпусов цилиндров паровых и газовых турбин, стопорных и регулирующих клапанов с контролируемым затягом шпильки и температурой металла от 0 до 650°С;
Д-шпилька с осевым отверстием по всей длине, с номинальными диаметрами резьбы, большими номинального диаметра гладкой части, затягиваемая с нагревом. Шпильки ГОСТ 9066-75 типа Д применяются для разъемов корпусов цилиндров паровых и газовых турбин, трубопроводов и соединительных частей, арматуры, стопорных и регулирующих клапанов с контролируемым затягом шпильки и температурой металла от 0 до 650°С.
Производство.
Шпильки ГОСТ 9066-75 резьбовые изготавливается преимущественно методом накатки, что позволяет значительно ускорить их производство. В соответствии со стандартами, крепежные шпильки ГОСТ 9066-75 могут быть покрыты защитно-декоративным слоем: пассивирующая пленка, оксидное покрытие, гальваническое покрытие.
Шпильки ГОСТ 9066-75
Пример упрощенного условного обозначения шпильки ГОСТ 9066-75 с резьбой М48 без покрытия из стали 12Х18Н10Т (нержавеющая): Шпилька AM48-6gх200.12Х18Н10Т ГОСТ 9066-75
Шпильки ГОСТ 9066-75 для фланцевых соединений и шпильки для сборки деталей и механизмов применяют для соединения между собой деталей имеющих гладкие или резьбовые отверстия.
Шпильки ГОСТ 9066-75 являются неизменно нужными элементами многих наименований оборудования. Шпильки ГОСТ 9066-75 надежно фиксируют детали, достигая сохранение целостности конструкции.
Производятся шпильки ГОСТ 9066-75 со всеми соблюдениями правил и норм из нержавеющей стали, либо из другого черного металла. Изготовление шпилек ГОСТ 9066-75 ведется на самом современном оборудовании, с использованием технологий европейского уровня, что позволяет добиваться высоких результатов.
Главный акцент при изготовлении шпилек ГОСТ 9066 делается на качество, но в первую очередь на прочностные характеристики изделия. Благодаря довольно высокому запасу прочности, изделие способно выдерживать многочисленные нагрузки, возникающие в процессе эксплуатации, вследствие чего проверка на прочность ведется самым строгим образом. Всем известно, что чем выше качество материала, тем надежнее будет изделие, которое в дальнейшем будет использоваться в эксплуатации.
Невский завод «ТРУБОДЕТАЛЬ» производит большинство видов общепромышленного и специального высокопрочного фланцевого крепежа. Крепежные изделия производится в строгом соответствии с нормативно-технической документацией. По требованию заказчика возможно нанесение покрытий на крепеж: оцинковка, химическая оксидация или химическое фосфатирование.
Производим шпильки ГОСТ 9066-75 резьбовые для двухсторонних фланцевых соединений (левосторонней и правосторонней резьбой) с одинаковыми номинальными диаметрами резьбы и гладкой части. А также шпильки ГОСТ 9066-75 из нержавеющей стали, для использования в условиях действия высоких температур и больших нагрузок.
Шпилька ГОСТ 9066-75 резьбовая нержавеющая, является складской позицией нашего завода. Наличие собственного склада позволяет компании всегда иметь достаточный запас необходимой продукции всех видов и осуществлять комплектацию груза для транспортировки в том числе в Москву и Московскую область.
Крепежные изделия поставляются как в отдельности, так и в комплектах, например, с фланцевой продукцией. По вопросам закупки нашей продукции обращайтесь в отдел продаж завода. Кроме того возможны консультации технических специалистов по подбору крепежных изделий с требуемыми свойствами (материал, класс прочности, покрытие и.т.д.).
Шпильки для фланцевых соединений ГОСТ 9066-75
Шпилька ГОСТ 9066-75 это деталь резьбового соединения, применяющегося совместно с гайкой, представляющая собой металлический стержень с резьбой. Шпилька для фланцевых соединений имеет широкое применение в нефтяной, газовой промышленности и жилищном секторе. Резьба может быть нанесена по всей длине или только на часть длины. Резьба на концах шпильки может быть разной длины. Чаще других используются шпильки ГОСТ 9066-75 для фланцевых соединений.
В строительстве используется очень много разновидностей шпилек: для наращивания резьбовых соединений, для скрепления металлических конструкций; для крепления деревянных конструкций дополнительно применяют увеличенные шайбы, чтобы не повредить дерево; для скрепления конструкций, находящихся на значительном удалении; при монтаже в бетон – сначала забивается анкер, затем в него ввинчивается шпилька. Шпилька значительной длины, в том числе и шпилька 9066, называется штанга. Штанги можно соединять между собой. Для этой цели нужно еще одно крепежное изделие – муфта. В некоторых случаях один конец шпильки можно приварить сваркой к металлическому основанию.
Примеры условного обозначения для шпильки:
Шпилька AM36-6gх210.70.35.III.2.0110 ГОСТ 9066-75
Шпилька типа A, исполнения 1, с диаметром резьбы 36 мм, с крупным шагом резьбы , с полем допуска резьбы 6g, длиной шпильки 210 мм, с длиной резьбовых концов 70 мм, из стали марки 35 категории III, группы качества 2, с 01 типом покрытия, толщиной покрытия 10 мкм, выполненная с соблюдением всех параметров производства для шпилек по ГОСТу 9066-75.
Шпилька БМ20х1,5-6gх110.40.35.III.4 ГОСТ 9066-75
Шпилька тип Б, исполнения 1, с диаметром резьбы d = 2О мм, с мелким шагом резьбы 1,5 мм, с полем допуска резьбы 6g, с длиной шпильки 110 мм, с длиной резьбовых концов 40 мм, из стали марки 35 категории III, группы качества 4, без покрытия, выполненная в точном соответствии со стандартом для шпилька ГОСТ 9066-75.
Шпилька резьбовая, типы, размеры, области применения, классы прочности и стандарты по ГОСТ, DIN, ISO

Мы более 20 лет профессионально вовлечены в проектирование и производство высококачественного крепежа и метизов, которые сегодня на постоянной основе востребованы на более чем 100 предприятиях России, СНГ и ближнего зарубежья.
Задайте вопрос или запросите стоимость продукции
Типы шпилек резьбовых, названия и определения
Шпилька представляет собой резьбовой крепежный элемент круглого сечения с продольной осью симметрии. Резьба может быть нанесена как быстрым методом прокатки на вальцах (т.н. резьбонакатка), так и более медленно, но значительно более точно – методом точения на станке.
Резьбовая зона контакта может покрывать все изделие целиком (полнорезьбовая шпилька), так и быть нанесена по концам изделия (т.н. штанга для гладких сквозных или глухих отверстий, в России нормируется по ГОСТ 22042-76).

Этимология слова
Интересно происхождение слова «шпилька». Оно восходит к польскому термину «szpilka», от которого, в свою очередь берет начало древненемецкое слово «Spille», что значит «иголка».
Связь с крепежным элементом, по-видимому, обусловлена сходством форм этих изделий, оба из которых представляют собой вытянутые, длинные объекты. Кстати, от этого же слова происходит «шпиль», например, церковный или вышечный.
Назначение и области применения резьбовых элементов шпилечного типа
Основным назначением шпилек является обеспечение надежного резьбового соединения конструкций, узлов, агрегатов или элементов машин, нередко располагающихся на значительном удалении друг от друга – до 3 метров и более.
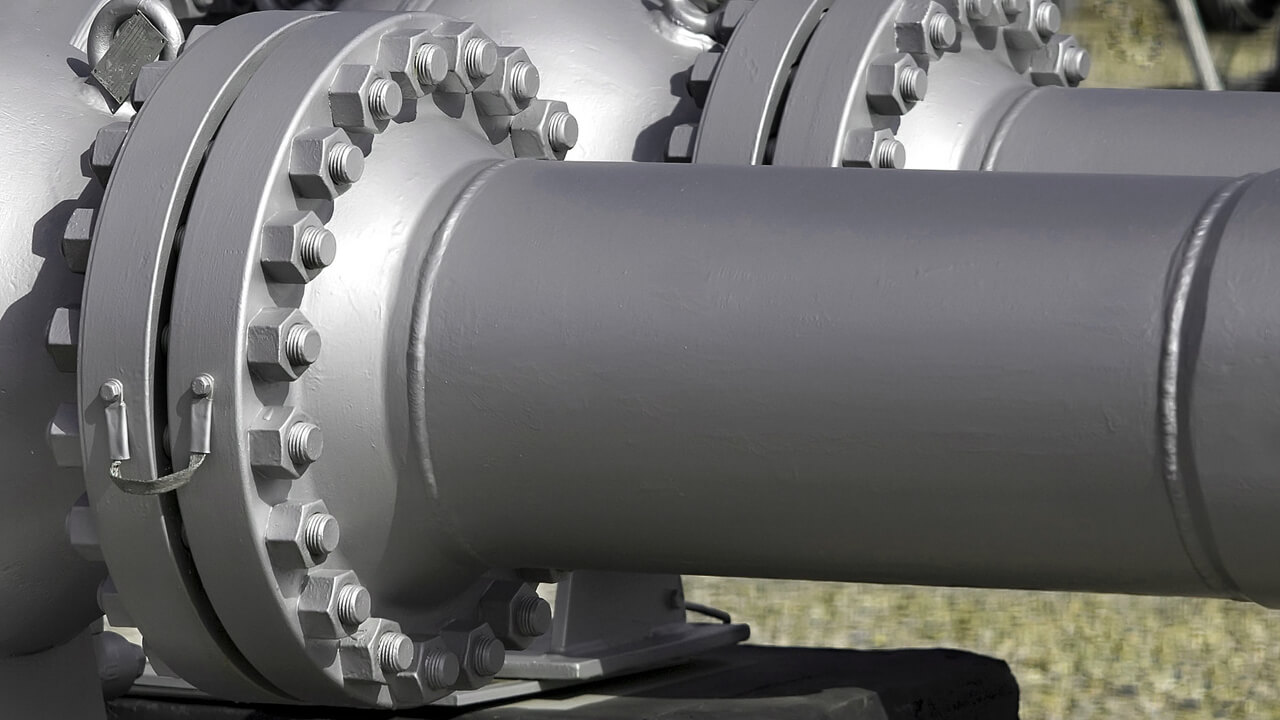
Шпилечный крепеж незаменим во фланцевых соединениях, являющихся «уязвимыми» точками теплоэнергетического оборудования – запорные клапана, паровые и водогрейные котлы, топки, нагреватели, турбинные установки, системы отопления.
Читайте подробнее о фланцевом крепеже на соответствующей странице.
Зачастую без шпильки невозможно осуществление крепления агрегатов в автомобильной, тракторной и иной моторной технике, в авиа- и судостроении, возведении мостов и переправ, шахтных выработок, тоннелей и прочих ответственных – надземных и подземных – конструкций.
Классификация стандартов шпилек по различным технологическим аспектам
В России и некоторых странах СНГ – участницах бывшего СССР (к примеру, Казахстан, Грузия, Беларусь) – это, традиционно, ГОСТы и ОСТы, (ГОСТом называется широкий межгосударственный стандарт, ОСТом – отраслевой).
Среди наиболее значимых ГОСТов – щепетильно учитываемых на нашем предприятии – следует отметить следующие нормативы: 11371 78 (шайбы), 9066 75 (стержни фланцевые, с температурой рабочих сред от 0 до 650 ℃), 22042 76 (для деталей с гладкими отверстиями), 22038 76 (с ввинчиваемым концом длиной 2d), 22036 76 (с ввинчиваемым концом длиной 1,6d), 22034 76 (с ввинчиваемым концом длиной 1,25d), 24705 2004 (резьба метрическая), 19256 73 (стержни под накатывание метрической резьбы), 24379.1 80 (болты фундаментные) и некоторые второстепенные.
DIN 975 и 976 – Deutsches Institut für Normung (Немецкий Институт Стандартизации)

- DIN 975 нормирует шпилечные изделия (англ. Threaded Rod) с крупной и мелкой метрической резьбой в диапазоне значений от M2 до M52. Классы прочности штанг 4.6 или 5.6. Тип контактных концов может варьировать от производителя к производителю, (но в рамках стандарта DIN 267). В целом, стандарт на шпильки DIN 975 позволяет изготавливать крепеж индивидуально, отталкиваясь от специфических требований Заказчика / Потребителя.
- Полнорезьбовая шпилька DIN 976. Диапазон длин – от 25 миллиметров до 5 метров, включая размерности в 1000, 2000 и 3000 миллиметров. Штанги ДИН 976 предназначены для операций стягивания с использованием гаек. Материалы исполнения – латунь, нержавеющая сталь A2 и A4, углеродистые марки.
ISO – International Standard Organization
Затрагивая стандартизацию, нельзя не упомянуть и международный комитет ISO, который также занимается внедрением стандартов по всему миру, (включая Австралию, Океанию и обе Америки). Впрочем, в разрезе обозрения штанговой продукции с резьбой следует отметить лишь несколько ключевых стандартов ISO, распространяющихся на данный (и сопутствующие) типы метизов – это ISO 2339 (штифты конические), 13918 (для дуговой сварки), ISO 7089 (плоские шайбы), 7090 (шайбы плоские с фаской).
Являясь полноцикловым производителем с собственными современными линиями, «Ижснабметиз» предлагает к изготовлению шпильки по ГОСТ, DIN и ISO, а также соответствующие гайки, шайбы, стопорные кольца и любой другой крепеж, в том числе, высокопрочный, жаропрочный, усиленный, а также производство метизов в рамках индивидуального Заказа по Вашим чертежам.
Классы прочности шпилек резьбовых
В современной промышленности болты, гайки и шпильки в основном изготавливаются из углеродистых сталей. В зависимости от типа производства продукции и обработки изделий из одной и той же марки возможно получать крепеж различного класса прочности.
- 5.6 – при изготовлении метиза на токарном / токарно-фрезерном станке;
- Прочности 6.8 можно добиться путем выштамповывания изделия на прессе;
- До класса 8.8 можно довести метиз, если после объемной прессовки провести процедуру термической закалки.
Укажем в таблице рекомендуемые нормативами – (но не строго обязательные) – марки углеродистых сталей и соответствующие им прочностные классы, а также показатели твердости по Бринеллю.
Таблица: прочностные классы шпилек, марки сталей и твердость по Бринеллю (ГОСТ 9012-59)

Шпилька для фланцевых соединений ГОСТ 9066-75
Шпилька для фланцевых соединений ГОСТ 9066–75
Шпильки по ГОСТ 9066 предназначены для крепления фланцевых соединений, подвергающихся воздействию температур до 650 °С. Это условия работы котлов, турбин, трубопроводов и их частей (арматуры, приборов и соединительных узлов).
Материал для шпилек: сталь 20, 35; легированная 40Х, нержавеющая жаропрочная (20Х13, 08Х18Н10Т, 25Х2М1Ф). Шпильки могут поставляться с цинковым покрытием. По ГОСТу предусмотрено 5 конструктивных типов (А, Б, В, Г, Д), поэтому в обозначении перед типоразмером указывается соответствующий буквенный шифр. В каждом типе может быть первое и второе исполнение. В первом длина резьбовых хвостовиков одинакова, а во втором – различна.
Шпилька по ГОСТ 9066 конструктивного типа А, первого исполнения, размер М30х180 с длиной вкручиваемой части 60 мм из стали 20Х13 без покрытия обозначается:
Шпилька АМ30–6g х 180.60.20Х13 ГОСТ 9066–75
Шпилька по ГОСТ 9066 конструктивного типа В, второго исполнения, размер М42х400 из стали 40Х с оцинкованным покрытием в 6 мкм. Резьбовые хвостовики: вкручиваемый 58 мм, свободный 115 мм. Обозначение будет иметь вид:
Шпилька БМ42–6g х 400.58/115.40Х.016 ГОСТ 9066–75
Для фланцевых соединений допустимы типы А и Б.
· Тип А. Диаметр шпильки одинаков по всей длине. Лишь при типоразмере свыше М52 диаметр гладкой части должен равняться среднему диаметру резьбы. Диапазон температур не должен превышать 300 °С.
· Тип Б. Диаметр гладкой части меньше номинального диаметра резьбы. Разрешена эксплуатация при температурах свыше 300 °С.
Размер вкручиваемой части шпилек обозначен в табл.1, ГОСТ 9066–75, но допустимо, чтобы эта величина была в диапазоне 1,6÷1,8d резьбы. Длина шпилек зависит от габаритов узла: от толщины фланцев, высоты гаек и шайб (гладкие, самостопорящие или гровер).
Важно! Длина шпильки должна выбираться так, чтобы после закручивания гайки выступающая часть была не менее одного витка резьбы + фаска.
Ассортимент ООО «МАШКОМПЛЕКТ» насчитывает более 2,5 тысяч видов и размеров фланцевых шпилек. Чтобы заказать необходимый крепеж, можно обратиться к нашим менеджерам: они уточнят цену и помогут подобрать комплект сопутствующих метизов. Шпильки мелких типоразмеров можно купить упаковками по 25 кг, а крупных – поштучно.
2016
Уважаемые партнеры! По информации с заводов производителей метизной продукции в России и РБ ..
С Днем 8 Марта! Дорогие женщины! Поздравляем вас с Вашим праздником! Здоровья, счастья и удач ..
С Днем Защитника Отечества! Дорогие мужчины! Поздравляем вас с Вашим праздником! Здоровья, сч ..
2015
Кажущаяся простота конструкции анкеров и дюбелей вызывает у ..
ООО «Компания Машкомплект» предлагает болты горячий цинк,гайки и шайбы горячий цинк от М12 до М36 ..
При выполнении различного рода работ – производственных и ремонтно-строительных – мы н..
Болты представляют собой одну из самых популярных крепежных деталей. Ее основа это – стержен..
+7 (495) 545-49-15 многоканальный
ООО «МАШКОМПЛЕКТ» 117525, г. Москва, ул. Днепропетровская, д.3,корп 5
Наша компания изготавливает на заказ различные виды металлического крепежа. Воспользовавшись нашим предложением, Вы сможете выгодно купить шпильки ГОСТ 9066-75, используемые для монтажа фланцевых соединений. Наши преимущества:
- современное высокотехнологичное производство;
- учет пожеланий заказчика по характеристикам продукции;
- можем изготовить шпильки всех типоразмеров;
- быстрое выполнение заказа;
- минимальные заводские цены.
Конструкция и применение шпилек
Работая с нашей компанией, Вы сможете купить шпильки ГОСТ 9066-75 по выгодным заводским ценам. Данный стандарт предусматривает изготовление шпилек 5 типов – А, Б, В, Г, Д, имеющих конструктивные отличия. Шпильки изготавливаются в двух исполнениях – 1 и 2, с различным шагом резьбы (мелким и крупным).
Конструктивно шпилька для фланцевых соединений представляет собой стальной стержень с нарезанной с двух сторон резьбой. Диаметр стержня составляет от 10 до 160 мм. Шпильки данного типа используются в машиностроении, строительстве, при прокладке железных дорог, возведении мостовых сооружений и т.д.
Наши возможности позволяют быстро и качественно изготовить шпильки любого типа с учетом условий их эксплуатации. Могут использоваться различные марки сталей, наноситься цинковое и хромовое покрытие.
Шпильки фланцевые ГОСТ 9066-75
Наше предприятие специализируется на производстве шпилек строго по ГОСТ 9066-70.
Принимаем заявки на изготовление резьбовых фланцевых шпилек из следующих материалов: конструкционная сталь углеродистая, низколегированная, легированная; теплоустойчивая, жаропрочная, нержавеющая.
Шпилька предназначена для соединений трубопроводов паровых котлов; паровых, газовых турбин; запорной арматуры: задвижки клиновые ЗКЛП, ЗКЛ2, затворы дисковые, клапана с температурой среды от 0 С до 650 С.
Производим следующие шпильки ГОСТ 9066-75
- Углеродистые конструкционные: ст. 3, ст.10, ст.20, ст.35, ст.45.
- Конструкционные низколегированные: 09Г2С, 10ХСНД, 10ХНДП, 15ХНДП, 15ХСНД, 16Г2АФ, 17Г1С.
- Конструкционные легированные: 12ХН, 20ХН3А, 30Х, 30ХГСА, 30ХМА, 40Х.
- Конструкционные теплоустойчивые: 12МХ, 18Х3МВ, 25Х1МФ, 15ХВФ, 25Х2М1Ф, 20Х1М1Ф1ТР.
- Нержавеющие, коррозионно-стойкие, жаропрочные: 10Х17Н13М2Т, 12Х18Н10Т, 13Х11Н2В2МФ, 14Х17Н2, 20Х13, 30Х13.
Оборудование рассчитано на изготовление резьбовой и полнорезьбовой шпильки:
- Длинной 3000 мм (высокопрочные), 8000 мм (прочности 3.6; 4.6; 5.6; 5.8; 6.6).
- Диаметром М6 – М160.
- Изготовим нестандартную шпильку по чертежам, эскизам.
При необходимости можем укомплектовать заказ:
Нанесем защитное гальваническое покрытие:
- 13 (никелевое).
- Термодиффузионное.
Участок термообработки проведет закалку метизов до класса прочности 6,8; 8,8; 10,9; 12,9.
Вопросы – ответы
- Наличие необходимого металла на складе или сроки закупки.
- Объем поставки: изготовить 500 шпилек или 5000 занимает разное время, а если это 5000 в нескольких исполнениях, размерах, из определенных металлов, то еще дольше.
- Термообработка, гальваника.
- Утвержденный план поставок, который мы соблюдаем.
Поэтому точные сроки выполнения и стоимость конкретного заказа озвучим после получения заявки и расчета в технологическом отделе.
Если хотите купить фланцевую шпильку ГОСТ 9066-75 со склада или рассчитать стоимость заказа – пришлите заявку удобным способом. Менеджер оперативно предоставит коммерческое предложение.
Шпильки ГОСТ 9066-75 для фланцевых соединений






Шпильки ГОСТ 9066-75 для фланцевых соединений – это крепежные изделия, представляющие собой металлический стержень, на оба конца которого нанесена метрическая резьба. Данная разновидность предназначена для монтажа фланцевых соединений и не предусматривает вкручивание в корпус агрегатов, на оба конца такой шпильки навинчивается по шайбе с гайкой подходящего диаметра. Такой крепеж применяется при монтаже турбин, трубопроводов, различного оборудования в котельных. Использование коррозионно-стойкой или жаропрочной стали дает возможность применять его при высоких значениях температуры и давления без ущерба для прочности соединения.
Стандарт предполагает изготовление шпилек двух типов: у первого из них диаметры резьбовой и гладкой части равны, у второго — поперечник гладкой заметно меньше. Кроме этого, крепеж классифицируется еще и по соотношению длин резьбовых частей: в одном случае она одинакова, в другом один конец короче другого. Такое разнообразие дает богатый выбор при заказе крепежа по этому ГОСТу. В качестве материала может быть использована жаропрочная, теплоустойчивая, легированная, углеродистая сталь, подбор производится в соответствии с механической нагрузкой, параметрами рабочей температуры и давления. Допускается также нанесение защитного покрытия на кадмиевой, никелевой, цинковой или другой основе, оно помогает повысить устойчивость металла к внешним воздействиям и увеличивает срок эксплуатации изделия. При контроле качества изготовления, не допускается наличие механических дефектов на резьбовой части, гладкая же может иметь незначительные царапины и шероховатости.

Современный каталог арматурных конструкций представлен широким рядом видов запорной арматуры, отличающихся по материалу исполнения, размерам, принципу действия, способам производства. Для простоты, быстроты и удобства поиска нужной продукции в этом ассортименте используются специальные обозначения. Система этих знаков называется маркировкой арматуры и должна отвечать двум главным требованиям:
- информативность;
- компактность (минимум места на корпусе).
Данная информация используется как при выборе устройств, так и при подборе элементов для ремонта, модернизации трубопроводов. При этом огромное значение имеет качество нанесения маркировки запорной арматуры. Чем лучше она читается, тем ниже вероятность ошибки при покупке (и некорректной работы всей системы после установки).
Правила маркировки арматуры

Маркировка арматуры – регламентная мера и должна осуществляться согласно нормам и нормативами российских госстандартов. В соответствии с последними, обозначения запорной арматуры формируются в таблицу и включают цифры + буквы. Порядок отметок:
- 2 первые цифры ряда указывают на класс, вид, тип изделия;
- буквы за первыми 2 цифрами – материал основных компонентов (корпус, крышка);
- 1–2 цифры за буквами – регистрационный номер (если их 3, то первая – это тип используемого привода);
- 2 «замыкающие» буквы указывают на материальное исполнение поверхностей;
- последние буквы – обозначение варианта сборки конструкции.
Согласно ГОСТ, нанесение осуществляется на последней стадии ее изготовления. Важное условие: оттиск ставится по завершении производства, но до проведения испытаний. Такой подход позволяет контролировать отбракованные после контрольной оценки образцы, чтобы оперативно устранить дефекты и передать продукцию на выпуск, реализацию.
Высокое качество маркировочного оттиска – репутационный фактор, признак серьезности производителя и его ответственного подхода к качеству своей номенклатуры. Поэтому процесс нанесения обозначений доверяется исключительно специалистам с соответствующей подготовкой. Здесь важно владение навыками работы со специализированным оборудованием, применяемым для маркировки запорной арматуры.
Способы маркировки арматуры

Правила нанесения маркировки запорной арматуры:
- оттиск – на корпусе изделия;
- данные по характеристикам модели – с фронтальной стороны;
- данные об изготовителе – на задней стенке.
Собственно, процесс нанесения осуществляется одним из трех методов – штамповкой, клеймением или гравировкой. Все 3 подхода предполагают деформирование материала поверхности с разным уровнем изменения.
Штамповка – долговечный способ маркировки запорной арматуры. Обозначения, нанесенные с ее помощью, имеют срок службы самих конструкций. При этом качество оттиска тоже остается высоким.
Клеймение – один из самых технологически сложных методов маркировки запорной арматуры. Использует для нанесения обозначений электроискровой карандаш. Довольно дорогой формат обработки поверхностей, потому применяется редко.
Гравировка – один из первых способов маркирования поверхностей. Использует в работе резцы (пуансон, фреза, штихель), занимает минимум времени, сохраняется достаточно длительный период времени.
Примеры маркировки арматуры с расшифровкой обозначений

ООО НПО «СпецНефтеМаш» – серьезный ответственный опытный представитель рынка производителей арматурной продукции. Мы уделяем немало внимания маркировке запорной арматуры и всегда стремимся сделать выбор изделий для покупателя значительно проще. Для наглядности и понимания сути обозначений маркировки арматуры предлагаем несколько «расшифровок» формул продукции, представленной в нашем каталоге.
Наш завод запорной арматуры заботится о том, чтобы выбор покупателя всегда был верным. К тому же качественная маркировка арматуры определяет простоту и удобство ее хранения, эксплуатации, своевременной замены или обновления. Мы предлагаем изделия с качественным оттиском и хорошими характеристиками для оснащения различных трубопроводных систем и постоянно работаем над повышением информированности своих клиентов.
При нанесении условных знаков на запорную арматуру в РФ используют стандарты ЦКБ. Центральное бюро разработало документы, которые содержат исчерпывающий список изделий, с их кратким описанием и номерами правовых актов. Краткое описание задвижек состоит из буквенно-цифрового кода. Всего в обозначении используют пять элементов. Как маркируются задвижки и что означают используемые в описании символы, рассмотрим ниже.
Что означает маркировка
Термин подразумевается нанесение буквенно-цифровых обозначений на запорную арматуру для трубопроводов, газо- и нефтепроводов. Сюда также относятся графические символы разных типов изделий на гидравлических и пневматических схемах.
Условные обозначения содержат все ключевые технические параметры, необходимые для продажи и безопасной работы изделий в разных отраслях промышленности. Подбор необходимой арматуры делают при помощи таблицы фигур (СТ ЦКБА 036).
Цифры (1-2) сразу после букв в маркировке означают номер модели (тип конструкции). Если в описании три цифры, первая из них указывает на тип привода запорной арматуры (таблица №3).
Виды маркировки
Производители используют единую схему нанесения цифр и графических изображений. Такой подход позволяет конечному потребителю быстро разобраться в номенклатуре задвижек. Виды маркировки:
- Буквенно-цифровое описание параметров.
- Нанесение специальных знаков на изделие.
- Подобающая цветовая окраска.
- Описание изделия согласно таблице фигур.
Знаки маркировки наносят с учетом требований ГОСТа 4666. Каждый символ на корпусе или табличке арматуры, содержит конкретные сведения.
Расшифровка маркировки арматуры
Буквенно-цифровое обозначение запорной продукции (СТ ЦКБА 036-2017):

Рис. 1. Стандарт ЦКБА
Нормативные документы
Маркировка выпущенной заводом-изготовителем продукции происходит на основании государственного стандарта 4666-2015 и стандартов ЦКБА.
На каждое изделие наносят условные обозначения, необходимые для продажи, монтажа и обслуживания арматуры с соблюдением норм закона и правил техники безопасности.
ГОСТ 4666-2015
Государственный стандарт определяет буквенно-цифровое описание и статусы символов маркировки. Виды условных знаков:
- Обязательные. Наносятся на все виды задвижек и приводов.
- Дополнительные. Наносятся на некоторые виды арматуры по решению производителя. Плюс если нанесение таких сведений предусмотрено контрактом или нормативными актами.
- Специальные. Наносятся на арматуру согласно с предписаниями технических регламентов, директив или нормативных актов по технике безопасности. Специальные знаки обычно наносят на отдельную табличку.
На заметку! Дополнительные символы являются обязательными для отдельных отраслей народного хозяйства. Например, атомная энергетика, нефтяная промышленность и газовая отрасль.
Стандарты ЦКБА
Центральное бюро выработало собственные стандарты – ЦКБА 023-2015 и ЦКБА 036-2017. Первый документ определяет правила условного описания и регистрации таблицы фигур. Производитель не может наладить массовый выпуск запорной продукции собственной разработки без разрешения ЦКБ. Зарегистрированную таблицу фигур в бюро может использовать любой другой производитель. Единственное требование – завод-изготовитель должен в конце таблицы указывать букву «М», «М1» и т. д. Новая таблица фигур подлежит повторной регистрации в ЦКБ.
Второй документ служит справочным материалом для описания арматуры и приводов к ней по КД и таблицам фигур, прошедшим регистрацию в бюро. Стандарт включает полный список изделий, с их условным описанием и номерами нормативных актов на изготовление продукции. Документ оформлен в виде таблиц. Они содержат:
- мини-описание изделия;
- обозначение согласно таблицам (1, 2, 3);
- номинальное давление (кГс/см²) и диаметр (DN);
- описание изделий по КД;
- ТУ или ГОСТ на производство и поставку;
- чертежи для каждой таблицы.

Рис. 2. Таблица фигур
Каждая новая модель выпущенной арматуры заносится в стандарт ЦКБА 036-2017. При этом обязательно указывается используемая таблица фигур. Порядок получения разрешения:
- Производитель подает в бюро заявку на регистрацию выпущенной продукции. Она должна содержать технические параметры запорной арматуры, номер документа (ТУ), на основании которого происходило изготовление изделия.
- Сотрудники бюро проверяют пакет документов. Иногда работники ЦКБ посещают цех, осматривают линию производства и сборки задвижек.
- Производится регистрация продукции в справочнике ЦКБ.
Образец заявки на регистрацию можно найти в СТ ЦКБА 036-2017.
Графические обозначения
Графические символы разных типов арматуры на гидравлических схемах регламентирует ГОСТ 2.785-70. Межгосударственный стандарт охватывает все отрасли промышленности и строительства. Исключением являются гидро- и пневмоприводы, и продукция авиационной промышленности.
На заметку! Размеры графических символов межгосударственный стандарт не регулирует. Производитель вправе комбинировать условные знаки исходя из типа соединения и вида управления задвижки.
Способы нанесения маркировки
Производители используют разные методы нанесения условных знаков. Среди них:
- Литье.
- Гравировка.
- Ударный способ.
Производитель может использовать и иные методы нанесения символов на выпущенную продукцию. Единственное условие – четкое изображение на протяжении всего срока службы изделия.
Требования к нанесению символов описываются на чертеже отдельной детали или на сборочном чертеже маркируемого изделия (п.4.3.5 ГОСТа)
Составляющие части маркировки
На корпусе задвижки находится марка в виде индекса системы ЦКБА.

Рис. 3. Маркировка
Маркировка запорной арматуры
На корпус задвижки наносят символы согласно ГОСТу 4446. Они содержат:
- Диаметр прохода. Его указывают в миллиметрах. Пример: в описании буквы и цифры «DN250» или цифры «250».
- Номинальное давление. Единица измерения – «кГс/см²» или «бар». Пример: описание содержит буквы и цифры «PN25». Еще давление можно указывать в МПа. Но, тогда делается приписка: «PN2,5МПа».
- Материал корпуса. Здесь отображают краткое описание сплава. Например, задвижка из стали – «25Л» или «WCB».
- Логотип производителя. Разрешается использование сокращенного названия. Пример: ЗАО «СибЗТА».
- Дата изготовления арматуры. Допускается несколько вариантов нанесения. Пример: «08.2015», «08/2015» или «август 2015».
- Заводской номер. Пример: «77» или «№77». Иногда производители указывают номер и дату изготовления. Маркировка выглядит так: «04.2015 – 77», «04.2015 – №77» или «77 – 04/15».
Изготовитель также может нанести дополнительные символы:
- Описание задвижек по КД.
- ГОСТ или ТУ, по которым производился выпуск запорной арматуры.
- Данные о приеме ОТК.
- Стандартное положение затвора.
- Вес запорного устройства.
- Климатическое исполнение.
- Тип прокладки (ПОН-Б, СНГ, ТРГ). Описание наносят на кромку фланца.
На заметку! Обязательные символы наносятся на корпус маркируемого изделия. Также допускается повторение данных на табличке.
На лицевой стороне отображается диаметр изделия, давление и материал корпуса. На обратной – данные о производителе, номер и дата выпуска, диапазон температур. Если габариты задвижки позволяют, то все данные отображаются на ее лицевой стороне.
Отдельно маркировку наносят на электроприводы арматуры. Для этого используют металлические таблички. Их крепят на корпус двигателя.

Рис. 4. Табличка на электроприводе
Требования к маркировке изделий
Буквы и цифры на арматуру нужно наносить без наклона. Размер шрифта и стрелок (нанесение литьем) указываются согласно приложению «Д» к ГОСТУ 4446. Если используется метод гравировки, то нужно учитывать предписания ГОСТа 26.008-85.
При использовании иных методов нанесения маркировки на арматуру нужно руководствоваться положениями ГОСТа 2930-62.
Условные символы наносят с обеих сторон изделия. Лицевой частью считается правая сторона корпуса задвижки. Она определяет по направлению потока жидкости, нефти или газа. Если такие данные отсутствуют, то лицевая и обратная сторона изделия определяется в КД (п.4.2 ГОСТа 4446).
Часть информации может быть нанесена на фланцы и присоединительные патрубки. Например, на фланце корпуса – 6, на фланце соединения «корпус-крышка» – 4, 8, 10-22.
Если диаметр задвижки менее 50 мм, то необязательные символы можно наносить на бирку или информационную табличку.
Какой цвет наносят и почему
Маркировка не единственное условие при изготовлении и использовании задвижек. Корпус и крышка окрашивается в конкретный цвет. Он зависит от разновидности металла, используемого при изготовлении арматуры (Приложение «Е»):
- Ковкий и высокопрочный чугун – черный.
- Углеродистая сталь – серый.
- Легированная сталь – синий.
- Высоколегированная сталь, жаростойкие и жаропрочные сплавы – голубой.

Рис. 5. Покраска задвижек
При покраске трубопроводной арматуры для газопроводной магистрали нужно руководствоваться ГОСТом Р 56001-2014.
При покраске задвижек для магистральных нефтепроводов нужно учитывать предписания ГОСТа Р 55020-2012.
Изменить цвет окраски завод-изготовитель вправе по требованию заказчика. Также возможна поставка неокрашенной продукции. Однако корпус и крышка каждого изделия грунтуется особым составом.
На заметку! Места маркировки задвижки нельзя заливать краской. Нанесенные знаки должны быть различимы после всех видов обработки изделия.


