

- Опытно-промысловое испытание
- НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЕ РАБОТЫ И ИХ РЕЗУЛЬТАТ ДЛЯ ЗАКАЗЧИКА
- ПРОМЫСЛОВЫЕ ИСПЫТАНИЯ
- СИСТЕМА ОЦЕНКИ УСЛОВИЙ ЭКСПЛУАТАЦИИ И ВЫБОРА ТРУБ
- ПРИНЦИП РАБОТЫ И ПРЕИМУЩЕСТВА ЛИНЕЙНОГО ПРИВОДА ШГН
- ПРЕДПОСЫЛКИ ПРОВЕДЕНИЯ ОПИ ЛП
- ПОДГОТОВКА К ОПИ
- ИСПЫТАНИЕ LRP
- ПРОФИЛАКТИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Опытно-промысловое испытание
АО «Первоуральский новотрубный завод» (ОАО «ПНТЗ», Группа ЧТПЗ) оказывает комплексные услуги по подбору оптимальной марки стали труб для строительства скважин, промысловых трубопроводов и других промысловых сооружений. Подбор осуществляется на основании анализа состава добываемой или транспортируемой жидкости и условий эксплуатации оборудования — данных, предоставляемых заказчиком. В настоящее время на месторождениях ряда нефтяных компаний ведутся испытания труб из различных марок стали (13ХФА, 08ХМФБЧА и др.), рекомендованных к использованию в определенных условиях эксплуатации по результатам промысловых испытаний.
Инженерная практика №05/2012

Черных Игорь Сергеевич
Ведущий инженер-исследователь проекта «Трубы с повышенной эксплуатационной надежностью», Инновационно-технологический центр ОАО «ПНТЗ»

Рис. 1. Структура Группы «ЧТПЗ»
ОАО «Первоуральский новотрубный завод» (рис. 1) специализируется на производстве труб различного назначения, в том числе труб нефтяного сортамента диаметром от 60 до 219 мм (нарезные и линейные). В мае 2009 года на промплощадке ОАО «ПНТЗ» был введен в эксплуатацию Центр по «финишной» обработке (термообработка, контроль и нарезка резьбы) труб нефтегазового сортамента, а в 2010 году был введен в эксплуатацию электросталеплавильный комплекс (ЭСПК), что позволило в части сортамента отказаться от закупки трубных заготовок у сторонних производителей, а также обеспечить производство высококачественных заготовок для бесшовных труб с повышенными требованиями (например, коррозионно-хладостойкие марки стали).
Начиная с конца 90-х годов завод осуществляет промышленные поставки нефтегазопроводных труб в коррозионно-хладостойком исполнении для промысловых трубопроводов (выкидные линии, сборные коллекторы, продуктопроводы и нефтепроводы, газопроводы и водоводы). На первом этапе было освоено промышленное производство труб из стали 13ХФА, затем — 08ХМФБЧА.
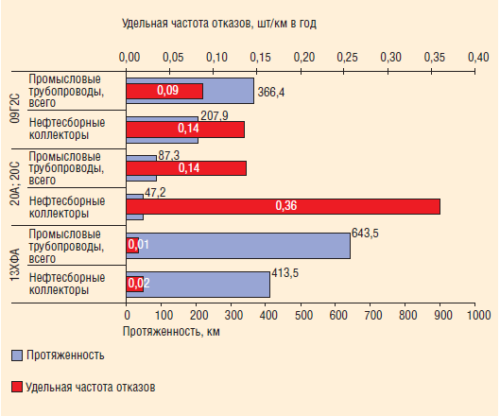
Рис. 2. Средняя удельная частота отказов на промысловых трубопроводах в 2006–2009 гг. (данные ОАО «Томснефть ВНК»)
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЕ РАБОТЫ И ИХ РЕЗУЛЬТАТ ДЛЯ ЗАКАЗЧИКА
С самого начала промышленного производства совместно с потребителями мы проводим подконтрольные опытно-промысловые испытания труб из новых марок стали — как в виде контроля за эксплуатацией участков трубопроводов, так и в виде байпасных или лубрикаторных испытаний.
В результате проводимых многочисленных исследований как самостоятельно, так и в сотрудничестве с нефтяными компаниями, ведущими научно-исследовательскими и инженерными центрами было установлено, что эксплуатационная надежность промыслового трубопровода напрямую зависит от марки стали трубы, которая должна выбираться исходя из условий эксплуатации (рис. 2, данные ОАО «Томскнефть» ВНК). Наша схема выбора труб предусматривает, что Заказчик предоставляет нам характеристики пластовой воды, данные о содержании кислых газов, параметрах давления и температуры жидкости и т. д. Анализируя предоставленные данные и информацию об аварийности (частота аварий и основные причины), в зависимости от требований к повышению эксплуатационной стойкости мы предлагаем оптимальную, на наш взгляд, марку стали для трубы и при согласовании с заказчиком изготавливаем опытную партию труб или предоставляем заказчику образцы металла
трубы или патрубки для лубрикаторных и байпасных испытаний соответственно. После поставки трубы заказчику и строительства трубопровода либо байпаса или установки образцов металла в лубрикатор проводятся совместные опытно-промысловые испытания, по итогам которых оценивается эффективность применения новой марки стали для труб. В случае получения положительных результатов мы приступаем к промышленному производству и поставкам труб данного вида.
В настоящий момент у нас уже есть положительный опыт такой работы, например, в Западной Сибири на месторождениях дочерних компаний ОАО «ЛУКОЙЛ» — первонально там были проведены лубрикаторные испытания и по их итогам начато «пилотное» применение нефтегазопроводных труб из стали марки 13ХФА для строительства промысловых трубопроводов, а затем были проведены опытно-промысловые испытания по внедрению насосно-компрессорных труб из стали марки 18ХМФБ.
ПРОМЫСЛОВЫЕ ИСПЫТАНИЯ
В настоящее время с целью оценки технической и экономической эффективности применения нефтегазопроводных труб (НГПТ) из стали 13ХФА и 08ХМФБЧА и верификации разрабатываемых рекомендаций по выбору труб мы совместно с нефтегазодобывающими предприятиями проводим лубрикаторные и байпасные испытания образцов металла и патрубков нефтегазопроводных труб на месторождениях. Такие работы проводятся вместе с дочерними подразделениями компаний ОАО «НК Роснефть», ОАО «ТНК-ВР», ОАО «ЛУКОЙЛ», ОАО «НГК Славнефть» и др.
Так, в 2009–2011 годах в ОАО «Томскнефть» ВНК мы проводили очередные лубрикаторные испытания образцов НГПТ из сталей 13ХФА и 08ХМФБЧА на участках трубопроводов, запланированных к реконструкции с применением труб из стали марки 13ХФА.
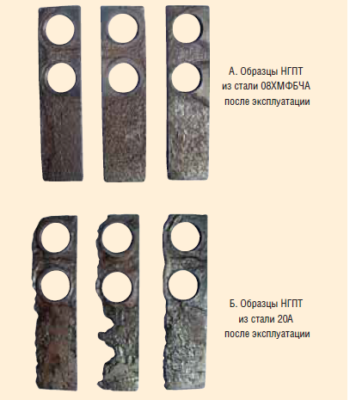
Рис. 3. Результаты опытно-промысловых испытаний нефтегазопроводных труб из коррозионно- хладостойких марок сталей 08ХМФБЧА и 20А (А, Б)
Также на сегодняшний момент проводим испытания в ООО «РН-Юганскнефтегаз» — с 2008 года тестируем патрубки диаметром 114 и 159 мм в двух байпасах (сталь марки 08ХМФБЧА). После 24 месяцев эксплуатации патрубков диаметра 114 мм и 16 месяцев эксплуатации патрубков диаметра 159 мм коррозионных повреждений выявлено не было. Испытания продолжаются: несколько катушек уже сняли, сейчас они проходят исследования в Самарском ИТЦ.
В ОАО «ЛУКОЙЛ» (ТПП «Когалымнефтегаз» и ТПП «Покачевнефтегаз») мы испытывали лубрикаторные образцы стали 13ХФА и 08ХМФБЧА (рис. 3). По итогам испытаний на промыслах «Когалымнефтегаза» также построены (и в данный момент эксплуатируются) опытные участки промыслового нефтепровода из данной стали.

Рис. 4. Результаты ОПИ нефтегазопроводных труб из коррозионно-хладостойких марок сталей 08ХМФБЧА и 13ХФА до и после монтажа
В ОАО «ТНК-Нягань» с 2009 года проводятся испытания патрубков типоразмером 89×6 мм (13ХФА) и 114×8 мм (08ХМФБЧА). После 24 месяцев эксплуатации коррозионных повреждений не выявлено. Работы завершатся в 2013 году (рис. 4).
Наконец, в ОАО «Славнефть-Мегионнефтегаз» в 2011 году проводились совместные лубрикаторные испытания образцов НГПТ из стали 13ХФА, 08ХМФБЧА и 20А (рис. 5). Сейчас по ним составляется отчет. С мая прошлого года в опытной эксплуатации находятся три катушки типоразмера 159×8 мм из указанных марок стали, но говорить об итогах их эксплуатации пока преждевременно.
СИСТЕМА ОЦЕНКИ УСЛОВИЙ ЭКСПЛУАТАЦИИ И ВЫБОРА ТРУБ
С учетом результатов многочисленных опытнопромысловых испытаний и проводимых научно-исследовательских работ в рамках создания авторской методики оценки условий эксплуатации скважин и промысловых трубопроводов и определения коррозионных процессов мы разрабатываем систему научно-обоснованных рекомендаций по виду исполнения труб (марка стали или тип трубы) для обустройства месторождений.

Рис. 5. Результаты опытно-промысловых испытаний нефтегазопроводных труб из коррозионно-хладостойких марок сталей 08ХМФБЧА, 13ХФА и 20А в ОАО «Славнефть-Мегионнефтегаз» (А, Б)
В настоящий момент проводятся подконтрольные промысловые испытания (действующие трубопроводы, байпасные и лубрикаторные испытания) коррозионно-хладостойких марок стали в различных нефтяных компаниях. В 2012 году планируем освоить промышленное производство НГПТ в сероводородостойком исполнении из стали типа 12ФА-SS (заказчик — ОАО «Газпром») и нескольких новых марок стали с повышенной углекислотной стойкостью (с содержанием хрома на уровне до 1,5%). Предложения по применению новых марок стали будут выдаваться с учетом рекомендаций по выбору трубы в зависимости от условий ее планируемой эксплуатации.
В последние годы на месторождениях ПАО «Оренбургнефть» и ООО «Бугурусланнефть» наметилась тенденция к росту числа скважин эксплуатируемых УШГН: с 2006 по 2013 год фонд таких скважин увеличился более чем на 20% – от 199 до 241 единиц, при этом основным приводом ШГН продолжают оставаться балансирные станки-качалки (СК). Ввиду большого эксплуатационного срока парка СК (от 15 до 30 лет) и их физического износа возникла необходимость приобретения новых приводов ШГН.
Помимо изношенности действующий парк СК обладает еще одним существенным для современных условий недостатком: возможности мониторинга и автоматизации управления силовым приводом весьма ограничены. Это снижает оперативность реагирования на осложнения, возникающие при эксплуатации УШГН, и изменения скважинных условий.
Одной из современных альтернатив СК для фонда УШГН служат линейные приводы ШГН, обладающие рядом преимуществ по сравнению с СК. В этой связи на месторождениях ПАО «Оренбургнефть» с 2013 года проводятся ОПИ и подконтрольная эксплуатация оборудования данного типа.
Инженерная практика №12/2015

Клусов Андрей Анатольевич
Главный специалист отдела механизированной добычи ЦЭПиТР ПАО «НК «Роснефть»

Якимов Сергей Борисович
Главный специалист Управления механизированной добычи нефти и ГТМ ПАО «НК «Роснефть»

Седых Алексей Анатольевич
Главный механик – начальник отдела ПАО «Оренбургнефть»
Помимо перечисленных выше недостатков, СК характеризуются также низкой мобильностью, что приводит к простоям оборудования при переводе скважин на другой способ эксплуатации и необходимости содержания парка приводов, численно превышающего текущий фонд эксплуатируемых ШГН скважин.
Вместе с тем в сегодня на предприятии проводится большое число ГТМ, что влияет динамику добычных способностей скважин и обусловливает потребность в системах, обладающих высокой мобильностью и функциями интеллектуального управления, ориентированного на поддержание максимального КПД добычного оборудования. Особенно актуальна эта задача для малодебитного фонда скважин с наибольшими удельными затратами.
Следующие существенные недостатки СК это высокая металлоемкость, сложность монтажа и демонтажа, необходимость подготовки площадки, проблемы, связанные с балансировкой и др.

Рис. 1. Варианты конструкции линейного привода
ПРИНЦИП РАБОТЫ И ПРЕИМУЩЕСТВА ЛИНЕЙНОГО ПРИВОДА ШГН
Однако, несмотря на недостатки СК, применение УШГН остается весьма перспективным способом эксплуатации скважин, поскольку обладает высоким потенциалом снижения расходов на единицу извлеченной пластовой жидкости. Поэтому технологии, направленные на повышение эффективности работы УШГН, представляют особый интерес для нефтяников. Одна из относительно недавно появившихся на рынке технологий – линейный привод (ЛП) штангового глубинного насоса марки LRP®. Это реечный привод, с помощью которого обеспечивается возвратно-поступательное движение штока глубинного насоса в скважине путем передачи вращательного движения от реверсивного асинхронного двигателя через редуктор и шестеренчатые передачи на зубчатую рейку, к которой крепится полированный шток (рис. 1). При каждом рабочем ходе стойка смазывается за счет погружения в полностью закрытую масляную ванну. А благодаря этой кинематической схеме реечной передачи движение штока может регулироваться в широком диапазоне заданных параметров.
Привод устанавливается на планшайбе фонтанной арматуры непосредственно на скважине. Дополнительных поддерживающих конструкций или фундамента не требуется.
В процессе эксплуатации ЛП электроэнергия потребляется только при ходе штока и насосных штанг вверх, а при ходе вниз электроэнергия, наоборот, вырабатывается и используется для торможения системы. Станция управления ЛП предназначена для автоматического регулирования режимов эксплуатации насосной установки в оптимальном диапазоне притока жидкости. В случае LRP® функции управления приводом и мотором реализуются при помощи контроллера и программного обеспечения компании-разработчика системы (UNICO) на основании разработанной математической модели скважины. Это позволяет системе управлять параметрами добычи в реальном времени и автоматически подстраиваться под оптимальные режимы добычи без участия оператора.

Рис. 2. Система линейного привода Unicoна скважине Красноярского м/р
ПРЕДПОСЫЛКИ ПРОВЕДЕНИЯ ОПИ ЛП
Ввиду очевидных теоретических преимущества ЛП руководство ПАО «Оренбургнефть» совместно с Центром экспертной поддержки и технического развития (ЦЭПиТР) и Центральным аппаратом ОАО «НК «Роснефть» приняли решение провести опытно-промысловые испытания (ОПИ) ЛП марки LRP® на одной из скважин Красноярского месторождения ООО «Бугурусланнефть», чтобы на практике сравнить эффективность новой системы с показателями работы СК (рис. 2). Программа ОПИ предполагала установку с помощью СУ для УШГН с ЛП режима оптимизации, чтобы система без участия оператора в автоматическом режиме выбирала параметры в соответствии с притоком жидкости в скважину. Благодаря этому предполагалось снизить удельное потребление электроэнергии на добычу жидкости, а также увеличить коэффициент заполняемости насоса и КПД системы в целом.
Помимо этого, за счет особенностей конструкции ЛП должен был увеличиться межремонтный период работы УШГН, а трудозатраты обслуживающего персонала на настройку, ремонт и управление приводом – наоборот, уменьшиться.
Также ОПИ должны были подтвердить возможности дистанционного взаимодействия с системой в части получения отчетов по всем параметрам работы УШГН в режиме реального времени и регулирования параметров работы привода и насосной установки. Отдельная задача заключалась в оценке возможности работы системы в условиях низких температур.
В рамках проведения ОПИ поставка, шефмонтаж и пуско-наладка оборудования, а также участие в подборе скважин для применения данной технологии были доверены ООО «Текстоун» – официальному представителю компании UNICO в России и СНГ.
ПОДГОТОВКА К ОПИ
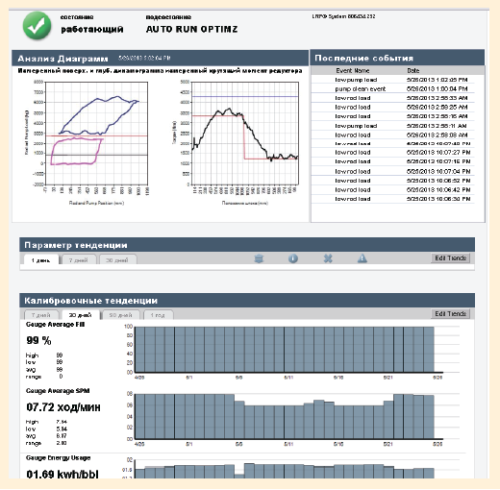
Рис. 3. Система контроля и мониторинга GMC
В процессе испытаний работа установки контролировалась по показаниям СУ LRP и в большей степени удаленно через систему GMC (рис. 3). Так, например, удаленно было выполнено динамометрирование с получением ваттметрограмм, были измерены нагрузки на полированный шток, уровень над приемом насоса и т.п.
Система GMC позволяет контролировать параметры как в виде отчета в определенный момент времени, так и в виде трендов в динамике. Потребление электроэнергии замерялось инструментально с использованием прибора AR.5 непосредственно после перевода скважины на LRP и смены насоса с НН-44 на НН-57 после ГТМ.

Рис. 4. Монтаж УШГН с ЛП на скважине
Затраты времени на шефмонтаж LRP, включавший первичный сбор узлов, заливку масла в редуктор и реечный механизм, наладку и запуск в работу, составили всего четыре часа (рис. 4). При монтаже использовался автокран. При смене насоса демонтаж и повторный монтаж LRP выполнялись монтажным звеном цеха добычи. При этом бригада из трех человек произвела монтаж и запуск оборудования всего за 35 минут. В ходе выполнения этого этапа работ было отмечено очень важное преимущество демонтажа LRP: привод может быть демонтирован и установлен на настил в вертикальном положении: в этом случае нет необходимости производить слив масла из реечного механизма. Если же привод будет укладываться в горизонтальное положение, то необходимо будет произвести слив масла из реечного механизма и повторную заливку перед монтажом LRP. Слив и повторный залив масла в редуктор по причине его полной герметичности производить не требуется.
ИСПЫТАНИЕ LRP
Для проведения испытаний мы выбрали типичную для Волго-Уральского нефтегазоносного региона России скважину Красноярского месторождения.
Продуктивный горизонт сложен карбонатными породами и расположен на относительно небольшой глубине – 1009 м. До ОПИ скважина эксплуатировалась УШГН с приводом СКД8-3-4000 и штанговым насосом типоразмера 44 мм, спущенным на глубину 996 метров. Обводненность продукции скважины составляла 45%. Эксплуатация скважины осложнялась образованием эмульсии с кинематической вязкостью 785 сСт. Для ее разрушения в затрубное пространство скважины один раз в неделю доливали 300 л раствора реагента LML 4312 компании Nalco.
При эксплуатации ШГН СК длина хода полированного штока составляла 2,5 м, число двойных ходов в минуту – 4,2. Данный режим работы оборудования обеспечивал подачу насоса 18,1 м3/сут. Динамический уровень замерить не удавалось по причине наличия ступеньки от колонн разного диаметра. Максимальная и минимальная нагрузки на головку балансира определялись с большой погрешностью по показаниям накладных датчиков динамографа.
Мы ожидали, что для получения той же производительности при длине хода полированного штока 1,12 м, LRP автоматически увеличит число качаний до десяти в минуту. Однако этого не произошло. Когда число качаний превышало восемь, происходило увеличение максимальной нагрузки на шток до установленного порога в 8 т, что вызывало отключение LRP.Дебит жидкости составил 14,3 м3/сут. То есть прежний уровень добычи жидкости достигнут не был. Очевидно, что не был учтен фактор резкого увеличения жидкостного трения штанг при увеличении числа двойных ходов штока в условиях откачки эмульсии. Для реализации потенциала скважины и выявления возможностей LRP по эксплуатации ШГН с заданным коэффициентом его заполнения мы решили заменить насоса с диаметром плунжера 44 мм на 57-мм. Применение насоса большего диаметра позволило установить режим работы с меньшим числом качаний, но за это пришлось расплачиваться увеличением максимальной нагрузки на полированный шток.
После смены насоса и нового запуска скважины был установлен режим автоматического поддержания коэффициента его наполнения на уровне 0,85 и ограничения максимального числа двойных ходов штока до 8 в мин. Дебит жидкости составил 18 м3/сут, расчетный динамический уровень жидкости достиг 919 метров. Основные параметры работы оборудования при различных режимах приведены в таблице 1.
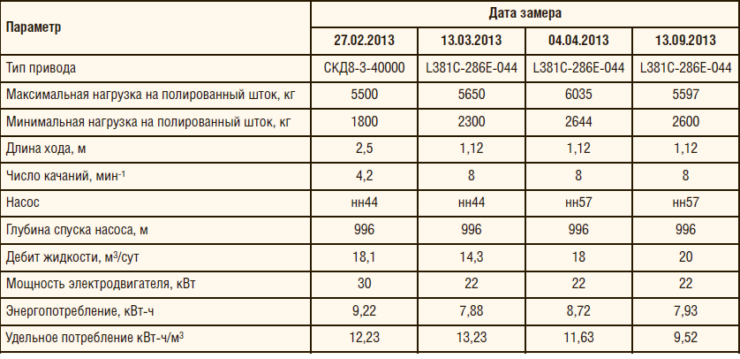
Таблица 1. Основные параметры работы УШГН с ЛП при различных режимах
При последующей эксплуатации скважины станция управления LRP начала производить отключение привода с периодичностью примерно один раз в 5-7 сут по причине достижения установленного в контроллере порога максимальной нагрузки на полированный шток (8 тонн). При исследовании причин остановок с анализом информации архива данных контроллера выяснилось, что на скважине фиксировались тренды увеличения максимальной и снижения минимальной нагрузок с большим разбросом данных параметров по амплитуде (рис. 5). Ранее при эксплуатации скважин Красноярского месторождения обнаружить эти факты не представлялось возможным по причине отсутствия систем постоянного мониторинга нагрузок.
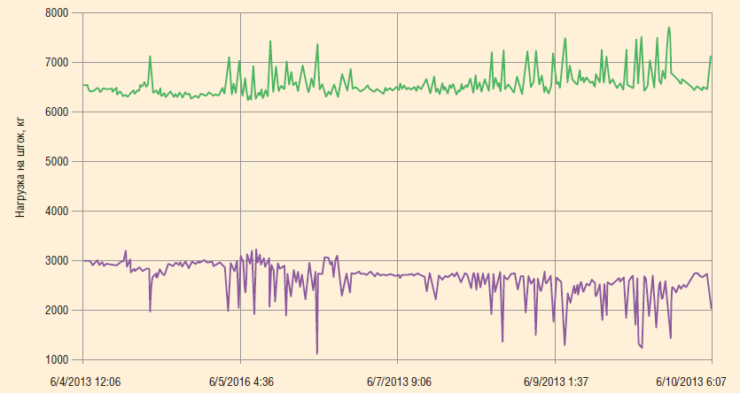
Рис. 5. Динамика минимальной и максимальной нагрузки на шток ШГН с ЛП
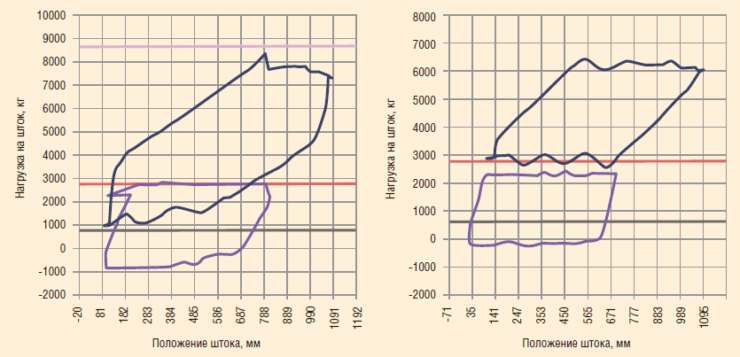
Рис. 6. Динамограммы работы УШГН с ЛП а) до промывки; б) после промывки водой
Опрессовка НКТ показала их герметичность, поэтому версия о возникновении сухого трения в верхней части штанг отпадает. После промывки насоса водой и запуска скважины динамограмма принимала нормальный вид (рис. 6б), пики амплитудных колебаний нагрузок исчезали.
Способность контроллера LRP формировать тренды изменения нагрузок в сочетании с возможностью видеть динамограммы работы насоса в режиме реального времени (передача данных через модем) позволили оптимизировать процесс закачки деэмульгатора. Периодический долив реагента стал производиться не по установленному графику, а при формировании тренда повышения максимальной и понижения минимальной нагрузок и при наличии динамограмм с высоким жидкостным трением в верхней части колонны штанг. Это позволило предотвращать отключения LRP. По причине образования эмульсии на скважине корректно сравнить энергопотребление при приводе от СК и LRP невозможно. Однако можно отметить, что удельное энергопотребление на подъем жидкости при использовании LRP находилось на уровне 10 -13 кВтч/м3, что сопоставимо со средним удельным энергопотреблением при использовании СК на фонде скважин Красноярского месторождения, осложненных образованием эмульсий.
Когда после проведения ГТМ (ОПЗ) эту же скважину запускали в работу в следующий раз, монтаж привода уже осуществлял персонал ЦДНГ без личного присутствия представителя ООО «Текстоун». Время монтажа составило 40 минут. Настройку параметров после запуска провели дистанционно.
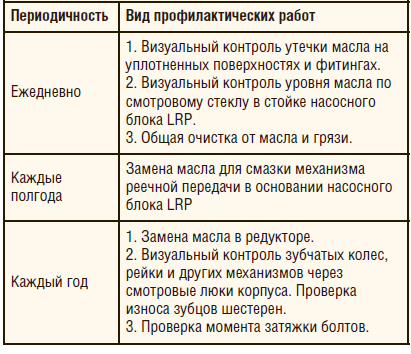
Таблица 2. Обслуживание линейного привода ШГН в соответствии с инструкцией производителя
ПРОФИЛАКТИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Одно из декларируемых преимуществ LRP заключается в относительной простоте и дешевизне профилактического обслуживания. В табл. 2 перечислены предусмотренные инструкцией по эксплуатации виды и периодичность обслуживания привода.
На практике за первые шесть месяцев эксплуатации LRP все обслуживание свелось лишь к внешнему осмотру, при этом утечек масла, которые бы приводили к загрязнению оборудования или устья скважины, не происходило. Через полгода эксплуатации запланирована замена масла в механизме реечной передачи, а через год – в редукторе с визуальным контролем состояния зубчатых колес. Следует отметить, что инструкция по обслуживанию предусматривает использование не только минерального, но и синтетического масел. В этом случае интервал замены масла в редукторе может быть увеличен до двух лет.
